
Vad är ost?
Populärt kan man säga:
Ost är en mejeriprodukt som tillverkas genom att
• mjölkproteinet, kasein, stelnar (koagulerar)
• en del av den vassle som bildas tas bort
• den erhållna ostmassan pressas samman till önskvärt format
• den erhållna osten konserveras genom att mjölksyra bildas
• osten lagras tills rätt konsistens och smak erhålles
Ost är en mejeriprodukt som tillverkas genom att
• mjölkproteinet, kasein, stelnar (koagulerar)
• en del av den vassle som bildas tas bort
• den erhållna ostmassan pressas samman till önskvärt format
• den erhållna osten konserveras genom att mjölksyra bildas
• osten lagras tills rätt konsistens och smak erhålles
Livsmedelslagen säger följande:
”Med ost förstås en färsk eller mognad produkt som erhållits genom att vassle avskiljts efter koagulering eller annan motsvarande behandling av mjölk eller av mjölkprodukt, såsom grädde, skummjölk eller kärnmjölk, eller av en blandning därav.”
Fem ostgrupper
Vårt svenska ostsortiment består av många olika produkter med varierande utseende, konsistens och smak. För att göra det överskådligt används ofta en i indelning i fem huvudgrupper:
• Hårdost
Man kan dela i den i tre grupper beroende på lagring och mogning
1) Traditionell hårdost med lång lagringstid.
Exempel: Grevé och Västerbottensost.
2) Ytmognad hårdost, dvs ost som behandlas med bakteriekulturer på ytan för att påskynda mogningen, s.k. karaktärsost (kittost).
Exempel: Havarti.
3) Skorpfri hårdost, som förpackas i plastfilm direkt efter tillverkningen, får mogna i den förpackningen och har kort lagringstid.
Exempel: Hushållsost och Jämtgårdsost
• Mjukost
Till denna grupp hör mögelostarna:
1) Grön-/Blåmögelost, t.ex Ädelost
2) Vitmögelost, t.ex. Camembert
• Färskost
Den kallas också syraost och konsumeras färsk.
Exempel: Keso, Philadelphia
• Smältost
Den tillverkas av hårdost som man smälter tillsammans med smältsalter och smakämnen.
• Mesvaror
Dessa görs av vassle, där vattnet fått avdunsta. Två sorter finns:
1) Messmör, som är bredbart
2) Mesost, som är skivbart
• Hårdost
Man kan dela i den i tre grupper beroende på lagring och mogning
1) Traditionell hårdost med lång lagringstid.
Exempel: Grevé och Västerbottensost.
2) Ytmognad hårdost, dvs ost som behandlas med bakteriekulturer på ytan för att påskynda mogningen, s.k. karaktärsost (kittost).
Exempel: Havarti.
3) Skorpfri hårdost, som förpackas i plastfilm direkt efter tillverkningen, får mogna i den förpackningen och har kort lagringstid.
Exempel: Hushållsost och Jämtgårdsost
• Mjukost
Till denna grupp hör mögelostarna:
1) Grön-/Blåmögelost, t.ex Ädelost
2) Vitmögelost, t.ex. Camembert
• Färskost
Den kallas också syraost och konsumeras färsk.
Exempel: Keso, Philadelphia
• Smältost
Den tillverkas av hårdost som man smälter tillsammans med smältsalter och smakämnen.
• Mesvaror
Dessa görs av vassle, där vattnet fått avdunsta. Två sorter finns:
1) Messmör, som är bredbart
2) Mesost, som är skivbart
Hur delar vi in ostsorterna?
Oftast brukar man nämna följande indelningsgrunder:
• koaguleringsmetod för proteinet (kaseinet)
• mikroorganismer som används vid tillverkningen
• typ av textur (snittyta) i osten
• fetthaltsklass
• vattenhalt
Man brukar skilja mellan löpeost och syraost när det gäller att koagulera kaseinet. Det vi vanligtvis kallar ost är av typen löpeost. Färskost, som Keso, tillhör typen syraost.
Många olika mikroorganismer — mjölksyrabakterier, kittbakterier, grönmögel eller vitmögel — används och ger osten dess arom och andra egenskaper.
När osten delas kan man se ostens snittyta eller det som bland ostfolk populärt kallas textur. Det finns tre olika varianter: rundpipig, grynpipig och tät textur. Är piporna få och runda kallas osten rundpipig, t.ex Herrgårdsost. Bildas det många små, mekaniska öppenheter är osten grynpipig, t.ex Svecia. Ost utan håligheter kallas tät, t.ex Cheddar.
Ost kan tillverkas av mjölk med olika fetthalter. Fettinnehållet anges i förhållande till ostens torrsubstans. Med torrsubstans menas vad som är kvar av osten sedan vattnet är borta. Eftersom osten under lagringen långsamt förlorar vatten (torkar) medan mängden fett är densamma hela tiden har man valt att indela ostarna i olika fetthaltsklasser, t.ex. 45+ = 45 % fett i torrsubstans.
Dessa fetthaltsklasser har gamla anor. I början av 1900-talet låg fetthalten i komjölken på ca 3 %. När man ystade den oskummad fick man 45+ost eller helfet. Om man tog bort hälften av fettet och mjölken var 1,5 % fick man 30+ost och den kallades då halvfet.
Vattenhalten i ostarna varierar beroende på vilken ost som tillverkas. Hårda ostar har låg vattenhalt och mjuka ostar har hög vattenhalt.
• koaguleringsmetod för proteinet (kaseinet)
• mikroorganismer som används vid tillverkningen
• typ av textur (snittyta) i osten
• fetthaltsklass
• vattenhalt
Man brukar skilja mellan löpeost och syraost när det gäller att koagulera kaseinet. Det vi vanligtvis kallar ost är av typen löpeost. Färskost, som Keso, tillhör typen syraost.
Många olika mikroorganismer — mjölksyrabakterier, kittbakterier, grönmögel eller vitmögel — används och ger osten dess arom och andra egenskaper.
När osten delas kan man se ostens snittyta eller det som bland ostfolk populärt kallas textur. Det finns tre olika varianter: rundpipig, grynpipig och tät textur. Är piporna få och runda kallas osten rundpipig, t.ex Herrgårdsost. Bildas det många små, mekaniska öppenheter är osten grynpipig, t.ex Svecia. Ost utan håligheter kallas tät, t.ex Cheddar.
Ost kan tillverkas av mjölk med olika fetthalter. Fettinnehållet anges i förhållande till ostens torrsubstans. Med torrsubstans menas vad som är kvar av osten sedan vattnet är borta. Eftersom osten under lagringen långsamt förlorar vatten (torkar) medan mängden fett är densamma hela tiden har man valt att indela ostarna i olika fetthaltsklasser, t.ex. 45+ = 45 % fett i torrsubstans.
Dessa fetthaltsklasser har gamla anor. I början av 1900-talet låg fetthalten i komjölken på ca 3 %. När man ystade den oskummad fick man 45+ost eller helfet. Om man tog bort hälften av fettet och mjölken var 1,5 % fick man 30+ost och den kallades då halvfet.
Vattenhalten i ostarna varierar beroende på vilken ost som tillverkas. Hårda ostar har låg vattenhalt och mjuka ostar har hög vattenhalt.
Ostens sammansättning
De fetthaltsbeteckningar, t.ex. 45+ och 30+ (fetthalt i ostens torrsubstans), som mejerierna använder, säger inte den oinvigde så mycket om vad osten består av. Diagrammet över ”Ostens sammansättning” visar istället hur det förhåller sig.
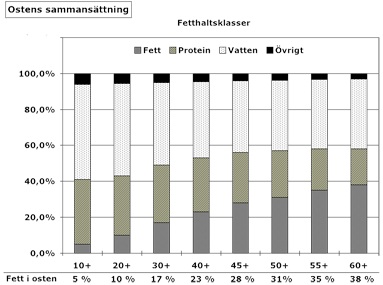
Som exempel kan vi ta en 20+ost som innehåller 10 % fett och 33 % protein. Vattenhalten är ca 51 % och drygt 5 % är salt, kalcium, mineraler och vitaminer. Med ökande mängd fett i osten minskar mängden protein samtidigt som vatteninnehållet också minskar. Beroende på om osten är mjuk eller hård kan mängden vatten vara något större eller mindre än det som är angivet i diagrammet.
Se större diagram
Som exempel kan vi ta en 20+ost som innehåller 10 % fett och 33 % protein. Vattenhalten är ca 51 % och drygt 5 % är salt, kalcium, mineraler och vitaminer. Med ökande mängd fett i osten minskar mängden protein samtidigt som vatteninnehållet också minskar. Beroende på om osten är mjuk eller hård kan mängden vatten vara något större eller mindre än det som är angivet i diagrammet.
Se större diagram
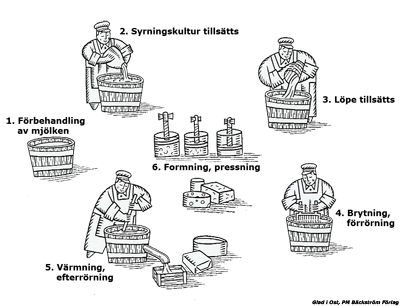
Så här gör man ost
Så långt man kan spåra bakåt i tiden har tillverkning av hårdost följt samma principer. Dessa är grundade på mjölkens inneboende egenskaper.
Huvudmomenten är som följer:
• Mottagning av mjölken vid mejeriet
• Separering och temperaturbehandling av mjölken före ystning
• Tillsättning av syrningskultur — mogning
• Tillsättning av löpe och koagulering av mjölken
• ”Brytning” av koaglet — Förrörning
• Värmning — Efterrörning
• Upptagning, formning och pressning av ostmassan
• Saltning
• Lagring och mogning
Teckningen visar översiktligt de olika momenten men vi skall här fördjupa oss lite mer och beskriva ”teknologin” som våra ostmästare använder.
Huvudmomenten är som följer:
• Mottagning av mjölken vid mejeriet
• Separering och temperaturbehandling av mjölken före ystning
• Tillsättning av syrningskultur — mogning
• Tillsättning av löpe och koagulering av mjölken
• ”Brytning” av koaglet — Förrörning
• Värmning — Efterrörning
• Upptagning, formning och pressning av ostmassan
• Saltning
• Lagring och mogning
Teckningen visar översiktligt de olika momenten men vi skall här fördjupa oss lite mer och beskriva ”teknologin” som våra ostmästare använder.
- Mottagning av mjölken
Varannan dag hämtar tankbilarna mjölken hos våra mjölkbönder. Hälften av mejeriets mjölk kommer in dag ett och den andra hälften dag två. Mejeriet tar emot mjölk alla dagar året runt. I bondens mjölktank är mjölken nedkyld till 2-4 °C. Några gånger varje månad tas prov ut för kvalitetsbedömning. När mjölken kommer till mejeriet tar även mejeriet ut prov och mjölken kyls till ca 2 °C om den behöver lagras innan den skall användas.
- Förbehandling av mjölken
I mejeriet separeras (skiljs åt) mjölken i skummjölk och grädde. Därefter blandar man skummjölk och grädde i de delar som behövs för att man ska få den önskade fetthalten i ystmjölken, t.ex. 3,0 %. När man skall bestämma ystmjölkens fetthalt tar man också hänsyn till mjölkens innehåll av kasein eftersom det liksom fettet varierar under året. Mjölken pastöriseras (värmebehandlas) sedan till 72 -74 grader i 15 sekunder. Hela denna process sker kontinuerligt.
Värmebehandlingen är en säkerhetsåtgärd och ett lagkrav från livsmedelsmyndigheternas sida för dryckesmjölk och färskost. Man gör detta för att inga sjukdomsalstrande mikroorganismer skall finnas i mjölken. Av praktiska skäl och av kvalitetskäl värmebehandlas även mjölken som skall användas till ost som skall lagras. Därigenom får man en mjölk med ett lågt bakterietal och en ”säkrare” mjölk för den fortsatta processen.
Värmebehandlingen är en säkerhetsåtgärd och ett lagkrav från livsmedelsmyndigheternas sida för dryckesmjölk och färskost. Man gör detta för att inga sjukdomsalstrande mikroorganismer skall finnas i mjölken. Av praktiska skäl och av kvalitetskäl värmebehandlas även mjölken som skall användas till ost som skall lagras. Därigenom får man en mjölk med ett lågt bakterietal och en ”säkrare” mjölk för den fortsatta processen.
- Mogning av mjölken
Efter pastöriseringen finns det få bakterier kvar av den ursprungliga floran. Då syrningen av ostmassan är en av de viktigaste processerna under osttillverkningen måste mjölksyrabakterier tillsättas. Ostmästaren använder till detta en kontrollerad syrningskultur. Dessa mjölksyrabakterier omvandlar mjölkens laktos (mjölksocker) till mjölksyra. Kulturens bakterier innehåller även enzymer som sedan bidrar till ostens mogning. Den syrningskultur som vanligtvis används vid framställning av hårdost är i princip densamma som brukas vid tillverkning av filmjölk.
Med ystmjölkens mogning menas att man ger den tillsatta syrningskulturen möjlighet att utveckla sig innan den egentliga ystningsprocessen börjar med tillsats av löpe. Mogningstid är alltså tiden mellan tillsats av syrningsbakterier och tillsats av löpe. Syrningsbakterierna trvis bäst vid en temperatur mellan 25 och 30 °C. Normalt brukar man därför temperera ystmjölken till 30 °C Beroende på ostsort och ystningsteknik varierar ostmästaren mogningen från några minuter upptill en timma.
Genom tillsättningen av syrningskulturen (ca 1 % av ystmjölksmängden) är grunden lagd till ostmassans syrning. Syrabildningen fortsätter sedan under hela tillverkningsprocessen tills mjölksockret (laktosen) är slut. Att syrningen sker på avsett sätt har avgörande betydelse för den färdiga ostens kvalitet. Syrningen verkar konserverande: tillsammans med salt hämmas utveckligen av skadliga bakterier. Syrningen påverkar ostens vattenhalt: en ökad syrabildning ger lägre vattenhalt i osten. Syrningen påverkar ostens mogning: mogningen är huvudsakligen en proteinnedbrytningsprocess och denna är mycket beroende av ostens surhetsgrad.
Syrningskulturen innehåller vanligen två typer av mjölksyrabakterier. En typ bildar uteslutande mjölksyra. Den andra bildar, förutom mjölksyra, också koldioxid (CO2) vilket har betydelse för ostens textur. Mer om detta på annan plats.
Med ystmjölkens mogning menas att man ger den tillsatta syrningskulturen möjlighet att utveckla sig innan den egentliga ystningsprocessen börjar med tillsats av löpe. Mogningstid är alltså tiden mellan tillsats av syrningsbakterier och tillsats av löpe. Syrningsbakterierna trvis bäst vid en temperatur mellan 25 och 30 °C. Normalt brukar man därför temperera ystmjölken till 30 °C Beroende på ostsort och ystningsteknik varierar ostmästaren mogningen från några minuter upptill en timma.
Genom tillsättningen av syrningskulturen (ca 1 % av ystmjölksmängden) är grunden lagd till ostmassans syrning. Syrabildningen fortsätter sedan under hela tillverkningsprocessen tills mjölksockret (laktosen) är slut. Att syrningen sker på avsett sätt har avgörande betydelse för den färdiga ostens kvalitet. Syrningen verkar konserverande: tillsammans med salt hämmas utveckligen av skadliga bakterier. Syrningen påverkar ostens vattenhalt: en ökad syrabildning ger lägre vattenhalt i osten. Syrningen påverkar ostens mogning: mogningen är huvudsakligen en proteinnedbrytningsprocess och denna är mycket beroende av ostens surhetsgrad.
Syrningskulturen innehåller vanligen två typer av mjölksyrabakterier. En typ bildar uteslutande mjölksyra. Den andra bildar, förutom mjölksyra, också koldioxid (CO2) vilket har betydelse för ostens textur. Mer om detta på annan plats.
- Löpläggning och koagelbildning
När ostmästaren tillsätter löpet börjar den egentliga ystningen. Löpet är starkt temperaturberoende och det är viktigt att mjölken har rätt temperatur, normalt 29-31°C. Löpemängden brukar anpassas så att man får ett färdigt koagel på 25 till 35 minuter. Till 10000 l ystmjölk behövs bara tre liter löpe. Efter en inrörningstid på 2-5 minuter stannas omrörningen. För att det skall kunna bildas ett helt och sammanhängande koagel måste mjölken stå stilla.
Med löpet åstadkommer man att mjölkens kasein går ihop och bildar ett sammanhängande nätverk. I detta nätverk fastnar fettkulorna medan laktosen, som är löst i vattnet, kan röra sig i koaglet. Löpet innehåller, liksom syrningskulturen, enzymer som medverkar vid ostmognaden.
Med löpet åstadkommer man att mjölkens kasein går ihop och bildar ett sammanhängande nätverk. I detta nätverk fastnar fettkulorna medan laktosen, som är löst i vattnet, kan röra sig i koaglet. Löpet innehåller, liksom syrningskulturen, enzymer som medverkar vid ostmognaden.
- Brytning
”Brytning” är ostmästarnas gamla benämning på att koaglet skärs i små tärningslika bitar. Hur vet då ystaren att koaguleringen är klar? När den planerade tiden för koagelbildningen närmar sig gör man med en bredbladig kniv ett lätt snitt på koaglets yta. sedan sticker man knivbladet snett ner någon centimeter från snittets början och lyfter kniven försiktigt så att koaglets fläks upp. De ytor som friläggs ska vara jämna och blanka och vasslen skall vara klar. Koaglets fasthet bedömer ystaren genom att trycka handen mot ytan och uppskatta motståndet.
Trots all modern teknik som finns på våra ysterier så sker fortfarande kontrollen av koagelbildningen för hand. Ingen apparat, ingen teknik, ingen dator ser ut att här kunna ersätta människans förmåga att bedöma vad som är rätt och riktigt.
Vid brytningen delas koaglet i bitar med hjälp av särskilda skärverktyg – olika beroende på typ av ystningstank. I mindre ostkar på 5000 l sker brytningen oftast för hand med s.k. ”harpor”. Sker brytningen omsorgsfullt vid rätt tidpunkt minskas förlusten av fett och protein. När man fått lämplig storlek på koageldelarna, de s.k. ostkornen, avslutas brytningen. Storleken på ostkornen bestäms bl.a. av vilken vattenhalt osten skall ha. Vid lägre vattenhalt brukar ostmassan brytas tämligen fint. Vill man ha högre vattenhalt är brytningen grövre.
Trots all modern teknik som finns på våra ysterier så sker fortfarande kontrollen av koagelbildningen för hand. Ingen apparat, ingen teknik, ingen dator ser ut att här kunna ersätta människans förmåga att bedöma vad som är rätt och riktigt.
Vid brytningen delas koaglet i bitar med hjälp av särskilda skärverktyg – olika beroende på typ av ystningstank. I mindre ostkar på 5000 l sker brytningen oftast för hand med s.k. ”harpor”. Sker brytningen omsorgsfullt vid rätt tidpunkt minskas förlusten av fett och protein. När man fått lämplig storlek på koageldelarna, de s.k. ostkornen, avslutas brytningen. Storleken på ostkornen bestäms bl.a. av vilken vattenhalt osten skall ha. Vid lägre vattenhalt brukar ostmassan brytas tämligen fint. Vill man ha högre vattenhalt är brytningen grövre.
- Förrörning
När brytningen är avslutad övergår processen till ”förrörning”. Avsikten med den är att försiktigt föra upp koagelbitarna/ostkornen så att kornen kommer att sväva var för sig utan att klumpas samman i den vassle som nu bildas. Den gynnsamma temperaturen, 30 °C, för mjölksyrabakterierna gör att man i viss mån kan påverka ostens syrning genom att ändra rörningstiden. Förrörningstiden är ungefär en halvtimma. Benämningen ”förrörning” kommer av att den sker före värmningen.
Under brytningen och förrörningen kommer avsevärda mängder vassle ut ur ostkornen. Efter 10-15 minuters rörning tappas mellan 10 och 30 procent av vasslen av. Det måste alltid finnas tillräckligt med vassle kvar för att ostkornen skall kunna hållas fria från varandra.
Under brytningen och förrörningen kommer avsevärda mängder vassle ut ur ostkornen. Efter 10-15 minuters rörning tappas mellan 10 och 30 procent av vasslen av. Det måste alltid finnas tillräckligt med vassle kvar för att ostkornen skall kunna hållas fria från varandra.
- Värmning och efterrörning
Ystningsprocessen fortsätter med att ostmassan under omrörning värms. Detta påskyndar vassleavgivningen från ostkornen. På fackspråk kallas det för ”syneres”. I början sker uppvärmningen långsamt. Under den senare delen av värmningsperioden kan temperaturen höjas snabbare. Genom värmningen kan man påverka och reglera ostens vattenhalt och även surhetsgrad.
Värmningen får gå olika långt beroende på vilken bakteriekultur som används, vilken fetthalt osten skall ha och vilken vattenhalt som önskas. För magra ostar brukar värmningstemperaturen ligga mellan 30-35 °C, för halvfeta ostar mellan 34-36 °C och mellan 37-44 °C för helfeta ostar. Sluttemperaturen för värmningen beror också på vilka bakteriekulturer man använder och på vilken vattenhalt man önskar uppnå. Ju lägre vattenhalt man vill ha desto högre måste man värma. Västerbottensost är exempel på en ost som värms högt. Herrgårdsost värms 2-3 grader lägre. För vissa ostsorter, t.ex. Svecia, tillsätts salt under slutet av värmningen. Detta påverkar också syrningen och vattenhalten i osten. Värmningstiden brukar variera mellan 30-60 minuter.
Vid tillverkning av en del ostsorter, som Grevé, börjar värmningen med att en fastställd mängd varmt vatten får strila ner i osttanken. Sedan värms ostmassan som vanligt genom att ånga eller hetvatten leds in i osttanken. Avsikten med vattentillsatsen är att sänka vasslens innehåll av mjölksocker och därmed kunna reglera syrningen och vattenhalten.
Efterrörningens betydelse vid tillverkningen inskränker sig inte bara till inverkan på ostmassans surhetsgrad och vattenhalt. Ostmassans fasthet bestäms till stor del av hur efterrrörningen utformas. Vid tillverkning av speciella ostsorter som Västerbottensost används extremt lång rörningstid för att ge osten dess specifika arom. Den normala tiden för efterrörning ligger för de flesta ostsorterna mellan 30-60 minuter.
Det finns några ostar som också har en tillsats av kryddor. Kummin är den vanligaste kryddan men nejlikor används också tillsammans med kummin. Endast grynpipiga ostar kryddas. Kryddorna blandas in i ostmassan omedelbart före formningen.
Värmningen får gå olika långt beroende på vilken bakteriekultur som används, vilken fetthalt osten skall ha och vilken vattenhalt som önskas. För magra ostar brukar värmningstemperaturen ligga mellan 30-35 °C, för halvfeta ostar mellan 34-36 °C och mellan 37-44 °C för helfeta ostar. Sluttemperaturen för värmningen beror också på vilka bakteriekulturer man använder och på vilken vattenhalt man önskar uppnå. Ju lägre vattenhalt man vill ha desto högre måste man värma. Västerbottensost är exempel på en ost som värms högt. Herrgårdsost värms 2-3 grader lägre. För vissa ostsorter, t.ex. Svecia, tillsätts salt under slutet av värmningen. Detta påverkar också syrningen och vattenhalten i osten. Värmningstiden brukar variera mellan 30-60 minuter.
Vid tillverkning av en del ostsorter, som Grevé, börjar värmningen med att en fastställd mängd varmt vatten får strila ner i osttanken. Sedan värms ostmassan som vanligt genom att ånga eller hetvatten leds in i osttanken. Avsikten med vattentillsatsen är att sänka vasslens innehåll av mjölksocker och därmed kunna reglera syrningen och vattenhalten.
Efterrörningens betydelse vid tillverkningen inskränker sig inte bara till inverkan på ostmassans surhetsgrad och vattenhalt. Ostmassans fasthet bestäms till stor del av hur efterrrörningen utformas. Vid tillverkning av speciella ostsorter som Västerbottensost används extremt lång rörningstid för att ge osten dess specifika arom. Den normala tiden för efterrörning ligger för de flesta ostsorterna mellan 30-60 minuter.
Det finns några ostar som också har en tillsats av kryddor. Kummin är den vanligaste kryddan men nejlikor används också tillsammans med kummin. Endast grynpipiga ostar kryddas. Kryddorna blandas in i ostmassan omedelbart före formningen.
- Formning
Sättet att forma ost av ostmassan bestämmer ostens inre utseende – texturen. Beroende på vilken formningsmetod som används får man rundpipig, grynpipig eller tät ost. Vid formningen av osten måste överföringen av ostmassa och vassle ske mycket skonsamt så att inte ostkornen skadas.
Rundpipig ost
Om ostmassan formas och pressas under vassleytan utan att luft kommer in mellan de enskilda ostkornen smälter dessa samman och den färska ostens massa blir nästan helt tät. I massan finns då endast ett litet antal, för ögat osynliga håligheter, s.k. pipanlag. Den gas som under mogningen bildas av mjölksyrabakterierna eller av särskilt tillsatta propionsyrebakterier (Grevé) samlas i pipanlagen som då utvidgas till de runda ostpiporna.
Ostmassan pressas samman till ett block under 20-30 minuter. Denna pressning kallas ”förpressning”. Efter pressningen skärs ostblocket i lika stora, fyrkantiga delar. De utskurna delarna placeras därefter i ostformar för slutlig formgivning.
Grynpipig ost
För att få grynpipig ost måste vasslen skiljas från ostkornen. Då tränger luft in mellan ostkornen och gör att de inte klibbar samman fullständigt. Antalet s.k. pipanlag blir därför mycket stort jämfört med när massan formas under vassleytan.
Formningen förbereds genom att större delen av vasslen tappas av från ystningstanken. Ostkornen skiljs sedan från den vassle som är kvar genom att passera en vibrerande sil eller en rotationssil och överförs till ostformar.
Tät ost
I Sverige tillverkas relativt små kvantiteter hårdost med tät textur. Internationellt sett är det betydligt vanligare. Den vanligaste osten är Cheddar, som torde vara den ostsort som produceras mest i världen. Tät ost får man genom att inte forma osten förrän större delen av mjölksockret (laktos) i ostmassan har övergått till mjölksyra. Det bildas då ingen gas i den färdigpressade osten och därför blir den tät.
Rent praktiskt går det till så att all vassle tappas av och massan delas i strimlor som flyttas om några gånger för att få en jämn förjäsning av mjölksockret. När den är klar mals osten till mindre strimlor som överförs till ostformar. De sprickor som man kan se i tät ost är ställen där strimlorna inte har gått helt samman.
Rundpipig ost
Om ostmassan formas och pressas under vassleytan utan att luft kommer in mellan de enskilda ostkornen smälter dessa samman och den färska ostens massa blir nästan helt tät. I massan finns då endast ett litet antal, för ögat osynliga håligheter, s.k. pipanlag. Den gas som under mogningen bildas av mjölksyrabakterierna eller av särskilt tillsatta propionsyrebakterier (Grevé) samlas i pipanlagen som då utvidgas till de runda ostpiporna.
Ostmassan pressas samman till ett block under 20-30 minuter. Denna pressning kallas ”förpressning”. Efter pressningen skärs ostblocket i lika stora, fyrkantiga delar. De utskurna delarna placeras därefter i ostformar för slutlig formgivning.
Grynpipig ost
För att få grynpipig ost måste vasslen skiljas från ostkornen. Då tränger luft in mellan ostkornen och gör att de inte klibbar samman fullständigt. Antalet s.k. pipanlag blir därför mycket stort jämfört med när massan formas under vassleytan.
Formningen förbereds genom att större delen av vasslen tappas av från ystningstanken. Ostkornen skiljs sedan från den vassle som är kvar genom att passera en vibrerande sil eller en rotationssil och överförs till ostformar.
Tät ost
I Sverige tillverkas relativt små kvantiteter hårdost med tät textur. Internationellt sett är det betydligt vanligare. Den vanligaste osten är Cheddar, som torde vara den ostsort som produceras mest i världen. Tät ost får man genom att inte forma osten förrän större delen av mjölksockret (laktos) i ostmassan har övergått till mjölksyra. Det bildas då ingen gas i den färdigpressade osten och därför blir den tät.
Rent praktiskt går det till så att all vassle tappas av och massan delas i strimlor som flyttas om några gånger för att få en jämn förjäsning av mjölksockret. När den är klar mals osten till mindre strimlor som överförs till ostformar. De sprickor som man kan se i tät ost är ställen där strimlorna inte har gått helt samman.
- Pressning
När ostmassan har överförts till ostformar börjar pressningen. Under den tiden fortsätter mjölksyrabildningen i osten. Avsikten i övrigt med denna pressning, den s.k. slutpressningen, är att
• osten skall få sin slutgiltiga form
• en sammanhängande ostyta bildas
• vassle pressas ur osten (formarna är därför utrustade med dräneringshål som vasslen kan pressas ut genom)
Det finns många olika sätt att pressa: självpressning, korttidspressning eller långtidspressning. Det finns flera varianter av pressar både vertikala och horisontella. De avgörande momenten vid pressningen är trycket, tiden, ostmassans temperatur och ostmassans surhetsgrad.
Självpressning används mest för små ostar och ostar med hög vattenhalt, t.ex. Hushållsost. För ostar typ Herrgårdsost används korttidspressning med presstider på 3-4 timmar. Långtidspressning används t.ex. för Västerbottensost och innebär att osten pressas 16-24 timmar. Vanligtvis vänds osten då någon gång under pressningen.
• osten skall få sin slutgiltiga form
• en sammanhängande ostyta bildas
• vassle pressas ur osten (formarna är därför utrustade med dräneringshål som vasslen kan pressas ut genom)
Det finns många olika sätt att pressa: självpressning, korttidspressning eller långtidspressning. Det finns flera varianter av pressar både vertikala och horisontella. De avgörande momenten vid pressningen är trycket, tiden, ostmassans temperatur och ostmassans surhetsgrad.
Självpressning används mest för små ostar och ostar med hög vattenhalt, t.ex. Hushållsost. För ostar typ Herrgårdsost används korttidspressning med presstider på 3-4 timmar. Långtidspressning används t.ex. för Västerbottensost och innebär att osten pressas 16-24 timmar. Vanligtvis vänds osten då någon gång under pressningen.
- Saltning
Varför saltas osten? Koksalt, natriumklorid, tillsätts för att åstadkomma följande effekter:
• för att påverka ostens syrning och därigenom många av ostens egenskaper,
• för att förbättra ostens konsistens,
• för att förbättra smaken.
Den mängd salt som olika mikroorganismer tål varierar relativt mycket. Saltinnehållet inverkar därmed på mjölksyrabakteriernas aktivitet och påverkar således ostens egenskaper. T.ex. kan bildningen av koldioxid styras på detta sätt. Saltet ökar vatteninnehållet i osten och bidrar därigenom till bättre konsistens. Saltet fungerar slutligen som en viktig krydda. Med för lite salt blir osten fadd och aromlös. Salthalten varierar med ostsorten. De vanligaste hårdostarna har omkring 1.2 -1,5 % salt.
Man använder fyra metoder för att tillföra salt:
• Saltning i vasslen. Salt tillsätts sedan en del av vasslen tappats av. Osten blir inte färdigsaltad utan mer salt tillförs genom lakesaltning.
• Saltning i massan. Vid tillverkning av cheddarost tillsätts saltet när all vassle avskiljts och blandas noga med ostmassan.
• Rimsaltning. Detta innbär att saltet sprids över ostens yta. Metoden används bl.a. till Ädelost.
• Lakesaltning. Denna metod är den vanligaste (ibland i kombination med saltning i vasslen). Osten sänks ned i saltlakebassänger som har en salthalt på drygt 20 %. Beroende på oststorlek ligger osten i saltlaken från några timmar till 2-3 dygn. Saltet tränger in i osten och samtidigt avges vatten (vassle). Vattenhalten sjunker därmed kraftigt i ostens yta och en hård och seg skorpa bildas. Den saltmängd som osten tar upp fördelas sedan under lagringen. För en stor ost tar det flera veckor innan saltet är någorlunda jämnt fördelat i hela osten.
• för att påverka ostens syrning och därigenom många av ostens egenskaper,
• för att förbättra ostens konsistens,
• för att förbättra smaken.
Den mängd salt som olika mikroorganismer tål varierar relativt mycket. Saltinnehållet inverkar därmed på mjölksyrabakteriernas aktivitet och påverkar således ostens egenskaper. T.ex. kan bildningen av koldioxid styras på detta sätt. Saltet ökar vatteninnehållet i osten och bidrar därigenom till bättre konsistens. Saltet fungerar slutligen som en viktig krydda. Med för lite salt blir osten fadd och aromlös. Salthalten varierar med ostsorten. De vanligaste hårdostarna har omkring 1.2 -1,5 % salt.
Man använder fyra metoder för att tillföra salt:
• Saltning i vasslen. Salt tillsätts sedan en del av vasslen tappats av. Osten blir inte färdigsaltad utan mer salt tillförs genom lakesaltning.
• Saltning i massan. Vid tillverkning av cheddarost tillsätts saltet när all vassle avskiljts och blandas noga med ostmassan.
• Rimsaltning. Detta innbär att saltet sprids över ostens yta. Metoden används bl.a. till Ädelost.
• Lakesaltning. Denna metod är den vanligaste (ibland i kombination med saltning i vasslen). Osten sänks ned i saltlakebassänger som har en salthalt på drygt 20 %. Beroende på oststorlek ligger osten i saltlaken från några timmar till 2-3 dygn. Saltet tränger in i osten och samtidigt avges vatten (vassle). Vattenhalten sjunker därmed kraftigt i ostens yta och en hård och seg skorpa bildas. Den saltmängd som osten tar upp fördelas sedan under lagringen. För en stor ost tar det flera veckor innan saltet är någorlunda jämnt fördelat i hela osten.
- Lagring och mogning
Avsikten med lagringen av ostarna är att dessa skall få en bestämd lukt, smak och konsistens, att den önskade texturen skall bildas samt att osten skall få ett ytskikt som skyddar osten under lagring och transport.
Efter lakesaltingen eller direkt efter pressning, om osten ej lakesaltas, flyttas osten till ett färskostlager. Förvaringen på färskostlagret har till uppgift att torka ut ostens yta före vaxningen. Ost som skall lagras länge skall ha en kraftigare skorpa än ost som konsumeras realtivt färskt. Rundpipig ost, t.ex. Grevé, lagras vid 10-12 °C under 10-14 dagar. Grynpipig ost, t.ex. Svecia, lagras vid 15-18 °C under 3-4 veckor. I färskostlagret vänds osten varje dag för att ytan skall torka och för att osten skall få en symmetrisk form.
Efter lagringen i färskostlagret flyttas osten till varmlagret. Temperaturen är där högre och ligger mellan 16-20° C. Normalt ligger osten där mellan10-14 dagar och vänds varje dag. Den högre temperaturen jämfört med den första lagringen gynnar de bakterier som svarar för gasutvecklingen i osten så att piporna nu börjar utvecklas. Ostar som visar tendenser att börja jäsa för kraftigt flyttas till ett kallare lager.
Innan osten förs till nästa lager, mogningslagret, skall osten förpackas, ”skyddas”. Osten doppas i vax som håller ca 130 °C och får då ett tunt vaxskikt. Vaxningen upprepas under mogningslagringen var 6 vecka. Vissa runda ostar, t.ex. Hushållsost, samt de fyrkantiga ostarna förpackas i en plastfilm efter lakesaltningen. Något vatten avdunstar därför praktiskt taget ej och ostarna får därför ingen skorpa. Ostarna kallas därför ”skorpfria”.
Mogningslagret håller normalt mellan 11-14 °C. Den vaxade osten vänds i samband med vaxningen. Lagringstiden varierar från några veckor (Hushållsost) till nästan ett år (Västerbottensost).
Under mogningen pågår en mångfald av processer av biokemisk och fysikalisk-kemisk natur. Enzymer från löpe och syrningskulturer finns kvar i osten. Proteinet sönderdelas till bl.a. aminosyror som påverkar smaken. Genom proteinets nedbrytning blir osten mjukare och smidigare. Även nedbrytningen av fettet inverkar på smaken genom att s.k. fria fettsyror bildas. En del av dessa är utpräglat aromatiska och ger ostsorten sin speciella smak. Hur osten slutligen skall smaka beror på fetthalten, vattenhalten, surhetsgraden, saltningen, lagringstiden, lagringstemperaturerna och många andra faktorer. Genom detta komplicerade samspel får vi hundratals olika ostsorter.
Efter lakesaltingen eller direkt efter pressning, om osten ej lakesaltas, flyttas osten till ett färskostlager. Förvaringen på färskostlagret har till uppgift att torka ut ostens yta före vaxningen. Ost som skall lagras länge skall ha en kraftigare skorpa än ost som konsumeras realtivt färskt. Rundpipig ost, t.ex. Grevé, lagras vid 10-12 °C under 10-14 dagar. Grynpipig ost, t.ex. Svecia, lagras vid 15-18 °C under 3-4 veckor. I färskostlagret vänds osten varje dag för att ytan skall torka och för att osten skall få en symmetrisk form.
Efter lagringen i färskostlagret flyttas osten till varmlagret. Temperaturen är där högre och ligger mellan 16-20° C. Normalt ligger osten där mellan10-14 dagar och vänds varje dag. Den högre temperaturen jämfört med den första lagringen gynnar de bakterier som svarar för gasutvecklingen i osten så att piporna nu börjar utvecklas. Ostar som visar tendenser att börja jäsa för kraftigt flyttas till ett kallare lager.
Innan osten förs till nästa lager, mogningslagret, skall osten förpackas, ”skyddas”. Osten doppas i vax som håller ca 130 °C och får då ett tunt vaxskikt. Vaxningen upprepas under mogningslagringen var 6 vecka. Vissa runda ostar, t.ex. Hushållsost, samt de fyrkantiga ostarna förpackas i en plastfilm efter lakesaltningen. Något vatten avdunstar därför praktiskt taget ej och ostarna får därför ingen skorpa. Ostarna kallas därför ”skorpfria”.
Mogningslagret håller normalt mellan 11-14 °C. Den vaxade osten vänds i samband med vaxningen. Lagringstiden varierar från några veckor (Hushållsost) till nästan ett år (Västerbottensost).
Under mogningen pågår en mångfald av processer av biokemisk och fysikalisk-kemisk natur. Enzymer från löpe och syrningskulturer finns kvar i osten. Proteinet sönderdelas till bl.a. aminosyror som påverkar smaken. Genom proteinets nedbrytning blir osten mjukare och smidigare. Även nedbrytningen av fettet inverkar på smaken genom att s.k. fria fettsyror bildas. En del av dessa är utpräglat aromatiska och ger ostsorten sin speciella smak. Hur osten slutligen skall smaka beror på fetthalten, vattenhalten, surhetsgraden, saltningen, lagringstiden, lagringstemperaturerna och många andra faktorer. Genom detta komplicerade samspel får vi hundratals olika ostsorter.
Mjölkens sammansättning
Komjölk består till ca 87 % av vatten och 13 % torrsubstans. Huvudkomponenterna är: Fett, protein och mjölksocker. Dessutom innehåller mjölken mineraler som kalcium och vitaminer som A, D och B2.
Fetthalten varierar under året och är också beroende av korasen. Fetthalten är lägst på försommaren och högst på hösten. Genomsnittet är ca 4,2 %. Proteinet, som utgör ca 3,2 %, följer fettets variationer men skillnaderna är mindre. 80 % av proteinet är kasein. Det finns ca 4,9 % mjölksocker eller laktos och detta varierar inte nämnvärt under året.
Fetthalten varierar under året och är också beroende av korasen. Fetthalten är lägst på försommaren och högst på hösten. Genomsnittet är ca 4,2 %. Proteinet, som utgör ca 3,2 %, följer fettets variationer men skillnaderna är mindre. 80 % av proteinet är kasein. Det finns ca 4,9 % mjölksocker eller laktos och detta varierar inte nämnvärt under året.
Vad är löpe?
Löpe erhålls ur löpmagen hos kalvar, som ännu inte fått något annat foder än mjölk och vars ålder alltså är 2-3 veckor. Det aktiva ämnet är ett enzym, chymosin, som får kaseinet i mjölken att gå ihop till ett koagel.
Varför ”gråter” osten?
Under mogningen bryts en allt större del av proteinet ned till aminosyror. När osten är lagrad i många månader kan mängden aminosyror bli så pass mycket att det blir vätska, ”tårar”, i piporna, speciellt i rundpipig ost. Aminosyrorna bidrar starkt till den lagrade ostens smak. I vällagrad Greve, Herrgård och Västerbottensost kan detta förekomma relativt ofta.
Varför blir det vita prickar i osten?
I vällagrad ost kan en del av de lösta aminosyrorna torka och bli till små vita prickar. Det är alltså ett tecken på att osten är lagrad.
Hur bildas hålen i osten?
När man delar osten så kan man se olika former av hål. På mejerispråk kallas hålen för "pipor". När syrakulturen förjäser laktosen (mjölksockret) bildas mjölksyra och koldioxid. Det är koldioxiden som bildar hålen (piporna) i ostar som Herrgård, Grevé och Präst. Ostens inre utseende (pipor, färg, etc.) kallas textur eller snittyta. Om osten har runda hål (pipor) kallas osten rundpipig. Har den små grynformade pipor kallas den grynpipig. Ost utan denna typ av hål och/eller med mekaniska håligheter (Cheddar, Kvibille Special) kallas tät. För att få runda pipor måste osten pressas under vasslen. Vill man har grynpipig ost låter man först tappa av vasslen och sedan fylla ostformarna med ostkornen. Vid denna tillverkning kommer även luft in mellan ostkornen. För tillverkning av tät ost använder man mjölksyrakulturer som ger mindre gas. Man låter allt mjölksocker förjäsa före osten formas. Dessutom "maler" man ost före pressningen.